- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

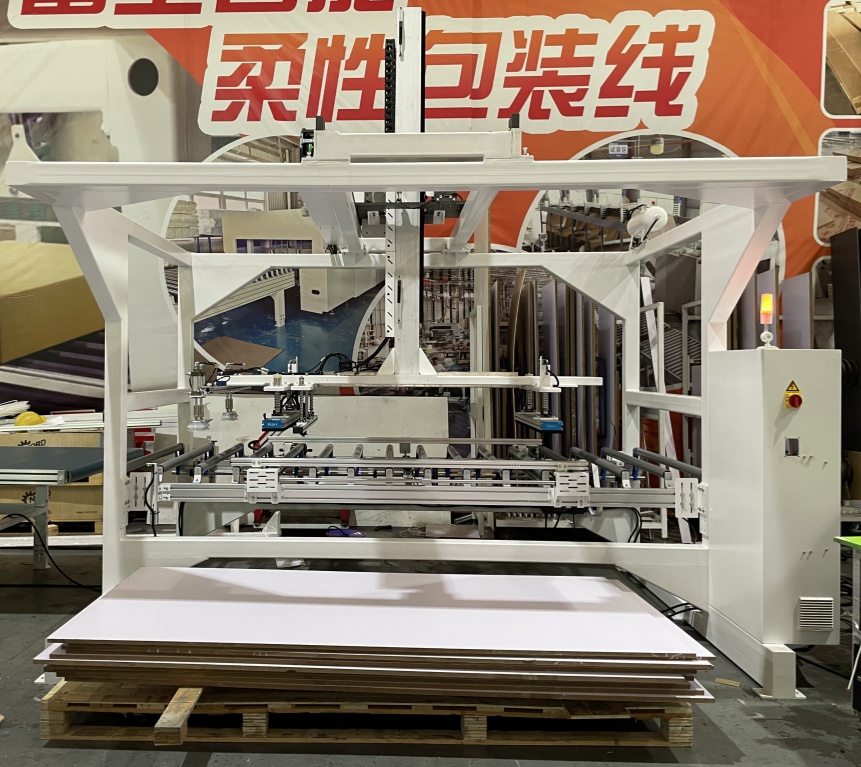
ເຄື່ອງຕ້ານການກາວ - ປະເພດການໂຫຼດອັດຕະໂນມັດການໂຫຼດແລະເຄື່ອງຍົກສໍາລັບແຜ່ນສໍາລັບແຜ່ນ
ໃນເວລາທີ່ workpiesces ເຟີນີເຈີໄດ້ຖືກບັນຈຸທັງຫມົດ, ເນື່ອງຈາກການເຮັດໃຫ້ອາກາດທາງອາກາດຂອງວັດສະດຸ, ລະດັບຂອງການພໍໃຈລະຫວ່າງ workpiesces,
ແລະການກາວຂອງກາວຢູ່ແຄມ, ການຫມູນໃຊ້ອາດຈະເຮັດໃຫ້ມີຄວາມຫນຽວເຊິ່ງກັນແລະກັນເມື່ອຈັບ Workpieces:
ເປົ້າຫມາຍແມ່ນການຈັບຊັ້ນເຮັດວຽກຫນຶ່ງຊັ້ນ, ແຕ່ໃນຄວາມເປັນຈິງແລ້ວ, ມັນອາດຈະຈັບຕົວ 3-4 ຊັ້ນທີ່ສຸດ.
ນີ້ຈະເຮັດໃຫ້ເກີດຜົນກະທົບທີ່ບໍ່ດີແລະຫຼຸດຜ່ອນຄວາມຫນ້າເຊື່ອຖືຂອງການດໍາເນີນງານຂອງອຸປະກອນຢ່າງຫຼວງຫຼາຍ.
ອຸປະກອນດັ່ງກ່າວມີຄວາມຕ້ອງການສູງສໍາລັບແຜ່ນທີ່ຈະຖືກໂຫລດ: ແຜ່ນທີ່ຍາວກວ່າຈະຖືກວາງໄວ້, ແຫນ້ນລະຫວ່າງແຜ່ນ,
ແລະມັນຈະງ່າຍກວ່າທີ່ຈະຍຶດຫມັ້ນ; ຄວາມສະອາດຂອງແຜ່ນແລະກາວທີ່ເຫລືອຢູ່ທີ່ແຄມອາດຈະເຮັດໃຫ້ເກີດຄວາມຫນຽວໃນແຕ່ລະລະຫວ່າງແຜ່ນ.
ຄວາມຫນ້າເຊື່ອຖືໃນການດໍາເນີນງານຂອງອຸປະກອນແມ່ນທຸກຍາກ.
ບັນຫາທີ່ເກີດຈາກການຕິດຫນຽວເຊິ່ງກັນແລະກັນລະຫວ່າງແຜ່ນຕ້ອງການການປິດແລະການແຊກແຊງຄູ່ມື, ແລະສະຖານະການນີ້ເກີດຂື້ນເລື້ອຍໆ.
ມີຄວາມສ່ຽງດ້ານຄວາມປອດໄພສູງ: ຄວາມຜິດປົກກະຕິທີ່ມັກຈະຮຽກຮ້ອງໃຫ້ມີບຸກຄະລາກອນເຂົ້າແລະອອກຈາກພື້ນທີ່ເຮັດວຽກຂອງຜູ້ໃຊ້ myipulator, ເຊິ່ງເປັນຄວາມສ່ຽງດ້ານຄວາມປອດໄພທີ່ດີ.
ວົງຈອນການດູດຈອກດູດແມ່ນບໍ່ມີການສ້ອມແຊມ: ລະດັບຄວາມສູງຂອງຕາຕະລາງສໍາລັບແຜ່ນທີ່ປ່ອຍຖືກແກ້ໄຂ, ແຕ່ວ່າເມື່ອຈັບຕົວ,
ແຜ່ນໄດ້ຖືກມັດໄວ້ໂດຍຊັ້ນຈາກແຕ່ລະຊັ້ນ, ແລະຄວາມສູງກໍ່ຫຼຸດລົງເທື່ອລະກ້າວ, ເຊິ່ງມີການປ່ຽນແປງເລື້ອຍໆ.
ສະນັ້ນ, ມັນຈໍາເປັນຕ້ອງໄດ້ຄົ້ນຄ້ວາແລະພັດທະນາອຸປະກອນອັດຕະໂນມັດແບບໃຫມ່ທີ່ເຊື່ອມຕໍ່ເພື່ອໃຫ້ອາຫານທີ່ຖືກຕ້ອງໃນການເຈາະຂອງບັນຫາຂ້າງເທິງ.

ການເຮັດວຽກຂອງການຕ້ານການຕິດຕາມການໂຫຼດແບບອັດຕະໂນມັດແລະການໂຫຼດເຄື່ອງໃນສາຍການຜະລິດກະດານໄມ້
ການກະກຽມ 1. ຍົກເລີກການກະກຽມ: ຜູ້ອອກແຮງງານວາງແຜງຜະລິດໄມ້ທີ່ປຸງແຕ່ງທັງຫມົດທີ່ໄດ້ຮັບການປຸງແຕ່ງທີ່ຕ້ອງການໃນການໃຫ້ອາຫານຂອງອຸປະກອນ. ເວທີຍົກຂອງ Rack ປັບອັດຕະໂນມັດໃນລະດັບຄວາມສູງຂອງການຄວ້າໃນເບື້ອງຕົ້ນ.
2. ການຈັດສັນແລະ Grabbing: ຜູ້ຫມູນໃຊ້ເຄື່ອງຫຼີ້ນ Gantry ເຮັດໃຫ້ກົນໄກການຈັບມືເພື່ອຍ້າຍໂດຍກົງຂ້າງເທິງຫມູ່ຫມູ່. ກ້ອງວົງຈອນອຸດສາຫະກໍາສະຖານທີ່ຕັ້ງຕໍາແຫນ່ງຂອງແຜງ;
ຖ້ວຍດູດລົງລົງເພື່ອຕິດຕໍ່ຫາພື້ນຜິວຂອງກະດານ, ແລະໂມດູນຕ້ານການຕິດກາວແມ່ນເປີດໃຊ້ພ້ອມໆກັນ.
3.anti-adctionance - ຄວາມຫນຽວ: ເຊັນເຊີຄວາມກົດຫມາຍກວດພົບວ່າການໂຫຼດ. ຫລັງຈາກຢືນຢັນວ່າມີພຽງແຕ່ຊັ້ນດຽວ
ແລະສັ່ນສະເທືອນຢ່າງຮຸນແຮງແລະລົງເປັນເວລາສອງສາມວິນາທີເພື່ອຮັບປະກັນຫມູ່ທີ່ດີເລີດທີ່ຈະສັ່ນສະເທືອນ. ຫຼັງຈາກນັ້ນ, Manipulator ຍ້າຍໄປຕາມເສັ້ນທາງຄູ່ມືໄປທີ່ທ່າເຮືອທີ່ໃຫ້ອາຫານຂອງອຸປະກອນປຸງແຕ່ງ.
4. ເມື່ອມີກະດານຖືກສົ່ງໄປທີ່ຕໍາແຫນ່ງທີ່ໄດ້ກໍານົດໄວ້ຂອງອຸປະກອນປຸງແຕ່ງ, ຖ້ວຍດູດອອກໃຫ້ສໍາເລັດໃນຂະບວນການໂຫຼດ. ໃນເວລາດຽວກັນ,
ຊຸດອື່ນຂອງການຈັບເອົາກົນໄກການຈັບເອົາກະດານປະມວນຜົນອອກຈາກອຸປະກອນທີ່ຖືກປຸງແຕ່ງອອກຈາກອຸປະກອນແລະໂອນໃຫ້ມັນຢູ່ໃນເສັ້ນລໍາລຽງຂົນສົ່ງ.
5.CyClication: ເວທີຍົກຂອງ rack ການໃຫ້ອາຫານຄ່ອຍໆລຸກຂື້ນເປັນການຕີລາຄາທີ່ຫນ້າຮັກເພື່ອຮັກສາຄວາມສູງຂອງຄວາມໄວ. ເມື່ອແຜງທັງຫມົດຢູ່ໃນກະດານກໍາລັງດໍາເນີນການ,
ອຸປະກອນບັນທຸກບັນຫາການປ່ຽນແປງການປ່ຽນແປງທາງດ້ານວັດຖຸ.